焊接技術(shù):銅及銅合金的焊接性
銅及銅合金的焊接性銅及銅合金具有獨(dú)特的物理性能,因而它的焊接性有別于鋼和鋁。焊接時主要問題如下
難熔合,焊縫成形能力差
由于銅和大多數(shù)銅合金的熱導(dǎo)率比碳鋼大7~11倍, 銅的熱導(dǎo)率在20℃時比鐵大7倍多,1000℃時大11倍多。
焊接時散熱嚴(yán)重,熱量迅速從加熱區(qū)傳出去,使加熱范圍擴(kuò)大,焊件厚度越大,散熱越嚴(yán)重。焊接區(qū)難以達(dá)到熔化溫度,所以母材和填充金屬難熔合。
為此,焊接時需使用大功率的熱源,焊前常需預(yù)熱。
銅在熔化溫度時,表面張力比鐵小1/3,流動性比鋼大1~l .5倍。因此,表面成形能力差,當(dāng)用大功率熔化極氣體保護(hù)焊或埋弧焊時,熔化金屬易流失。
為此,單面焊時,背面需使用襯墊(板)等成形裝置。
焊接應(yīng)力與變形大
銅的膨脹系數(shù)比鐵大15%,而收縮率比鐵大1倍以上;又由于銅的導(dǎo)熱能力強(qiáng);冷卻凝固時,變形量大。
當(dāng)焊接剛性大的焊件或焊接變形受阻時,就會產(chǎn)生很大的焊接應(yīng)力,成為導(dǎo)致焊接裂紋的力學(xué)原因。
易產(chǎn)生熱裂紋
銅及銅合金的線膨脹系數(shù)幾乎要比低碳鋼大50%以上,因此焊接時產(chǎn)生較大的應(yīng)力。
在焊縫和熱影響區(qū)上都可能產(chǎn)生熱裂紋,主要原因是銅在液態(tài)下易氧化生成氧化亞銅(Cu2O),它溶于液態(tài)銅而不溶于固態(tài)銅,
冷凝過程中與銅生成熔點(diǎn)略低于銅的Cu2O+Cu共晶(熔點(diǎn)為1064℃);銅中若有雜質(zhì)鉍(Bi)和鉛(Pb)等,在熔池結(jié)晶過程中也生成低熔點(diǎn)共晶Cu+Bi(熔點(diǎn)270℃)、Cu+Pb(熔點(diǎn)326℃),
這些共晶物分布在焊縫金屬的枝晶間或晶界處。當(dāng)焊縫處于高溫時,熱影響區(qū)的低熔共晶物重新熔化,在焊接應(yīng)力作用下,在焊縫或熱影響區(qū)上就會產(chǎn)生熱裂紋。
凝固金屬中的過飽和氫向金屬的微間隙中擴(kuò)散造成很大的壓力。又因銅和銅合金在加熱過程中無同素異構(gòu)轉(zhuǎn)變,晶粒易長大,有利于低熔點(diǎn)共晶薄膜的形成,從而增大了熱裂傾向。
為了防止熱裂紋,防止熱裂紋的措施是控制銅中鉛、鉍的含量;在焊絲中加入Si、Mn、P等元素進(jìn)行脫氧;從冶金方面須嚴(yán)格限制銅中雜質(zhì)的含量,增強(qiáng)對熔池的脫氧能力;
若有可能選用獲得雙相組織的焊接材料,以破壞低熔共晶薄膜的連續(xù)性,打亂柱狀晶的方向;采用能獲得雙相組織(α+β)的焊絲(HS224硅黃銅焊絲)。
另外,從力學(xué)方面須減小焊接應(yīng)力的作用。
易產(chǎn)生氣孔
氣孔傾向嚴(yán)重 銅及銅合金焊接時極易形成氣孔,原因如下:
1)銅在液態(tài)能溶解較多的氫,熔池凝固過程中氫的溶解度大大下降,過剩的氫未及時析出,便形成氣孔。
2)熔池中的氫會和氧化亞銅(Cu2O)產(chǎn)生下述反應(yīng)Cu2O+H2=2Cu+H2O↑反應(yīng)生成的水蒸氣(Cu2O)不溶于銅液中,熔池結(jié)晶時未及時逸出。
防止產(chǎn)生氣孔的措施是減少氫、氧的來源;用預(yù)熱來延長熔池存在時間,使氣體易于析出;采用含鋁、鈦等強(qiáng)脫氧劑的焊絲。
3)接頭性能下降 純銅手弧焊或埋弧焊時接頭的伸長率僅為母材的20%~50%,同時導(dǎo)電性和耐蝕性均下降。
改善的措施是控制雜質(zhì)含量和通過合金元素對焊縫進(jìn)行變質(zhì)處理。
綜上所述,銅及銅合金焊接性不良的重要原因是由于焊接過程中銅的氧化
接頭性能下降
(1)接頭塑性顯著下降
因銅及銅合金一般不發(fā)生相變,焊縫和熱影響區(qū)晶粒易長大;各種脆性低熔共晶出現(xiàn)于晶界。其結(jié)果是使接頭的塑性和韌性顯著下降。
(2)導(dǎo)電性能下降
銅越純其導(dǎo)電性能就越好,焊接過程中任何雜質(zhì)和合金元素的加入,都導(dǎo)致電導(dǎo)率降低。
(3)耐蝕性變差銅合金的耐蝕性是依賴于鋅、鋁、錳、鎳等合金元素的加入,而這些元素在焊接過程中蒸發(fā)、燒損,都不同程度上使接頭的耐蝕性能下降。
焊接應(yīng)力的存在會使得那些對應(yīng)力腐蝕較敏感的高鋅黃銅、鋁青銅、鎳錳青銅的焊接接頭在腐蝕環(huán)境中過早失效。改善接頭性能的主要措施可以是控制雜質(zhì)含量;加強(qiáng)焊接區(qū)的保護(hù)以減少合金元素的燒損;通過合金化對焊縫進(jìn)行變質(zhì)處理;減少熱的作用和焊后消除應(yīng)力處理等。
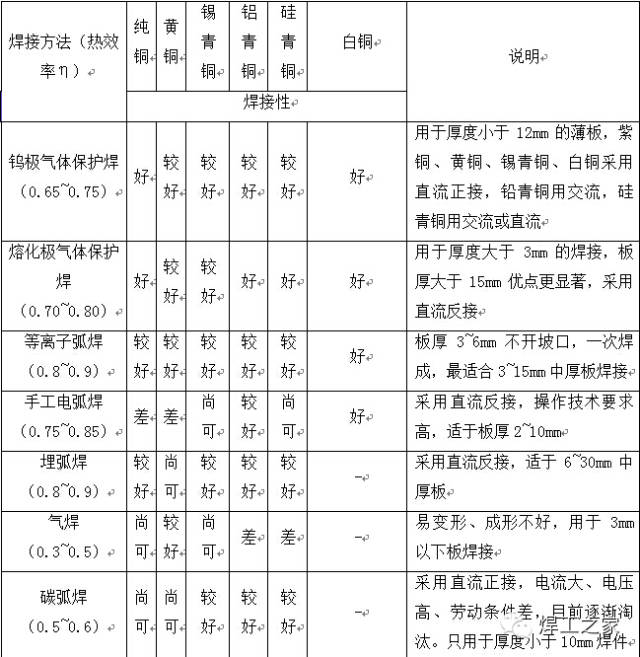
必須指出,銅及銅合金的種類繁多,其成分和性能差別很大,因而焊接性表現(xiàn)各異。在作焊接性分析時,除注意上述共性問題外,還應(yīng)針對銅合金的不同類型及其對各種焊接方法的適應(yīng)性作出具體評價。下表是銅及銅合金對幾種常用的熔焊方法適應(yīng)性比較,可供選擇焊接方法參考。
銅及銅合金對熔焊方法的焊接性比較
信息來源于焊工之家,駿景咨詢獨(dú)家編輯整理,轉(zhuǎn)載請注明來自駿景咨詢
- 上一篇:溝通的技巧,會溝通讓你管理游刃有余 2014/12/30
- 下一篇:熱處理:十種常用淬火方法,學(xué)會成淬火大師! 2014/12/30